| Product Name | Vitamin A Palmitate Powder |
| Grade | Food Grade |
| Certification | HACCP/ISO 22000/HALAL/IS0 9001 |
| Specification | 99%Pure |
| Appearance | White powder |
| Delivery Time | 7 days |
| Nutrient Content | Vegan, Gluten-Free, Non-GMO, Natural |
| Shelf Life | 2 Years |
| Storage | Cool Dry Place |


|
Vitamin A Palmitate Softgels |
Vitamin A Palmitate Oral Liquid Drops |
|
Vitamin A Palmitate Chewable Tablets |
Vitamin A Palmitate Fortified Capsules |
|
Vitamin A Palmitate Liposomal Suspension |
Vitamin A Palmitate + Vitamin E Antioxidant Supplement |
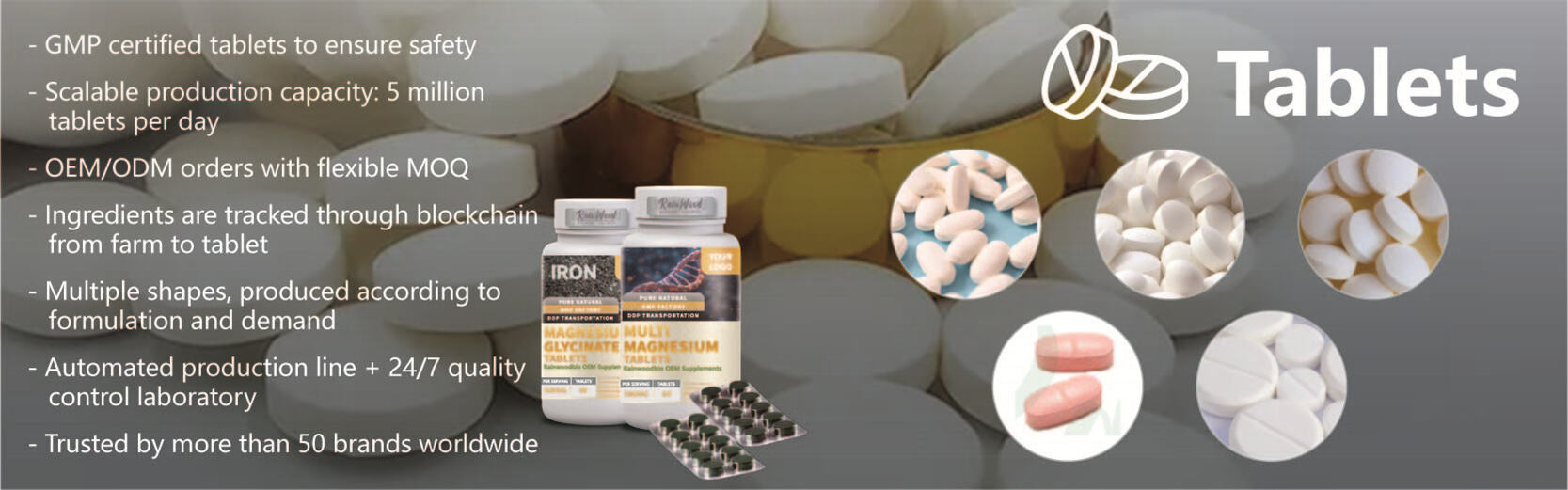
Enhanced Stability: Compared to other vitamin A forms, Vitamin A Palmitate exhibits superior stability against oxidation and heat, maintaining potency during storage and processing. This stability reduces product degradation and extends shelf life, ensuring consistent performance in various applications.
High Purity and Bioavailability: Our product achieves ≥98% purity through advanced purification processes, with optimized microencapsulation (for powder forms) ensuring efficient absorption and conversion into active vitamin A in the body. This maximizes biological efficacy across human and animal applications.
Rigorous Quality Control: Manufactured in facilities compliant with GMP, ISO 9001, and FDA standards, each batch undergoes comprehensive testing for potency, heavy metals, and microbial contaminants. This strict quality assurance guarantees safety and reliability for all end uses.
Versatile Formulation Compatibility: Available in both oily and powdered forms, our Vitamin A Palmitate integrates seamlessly into lipid-based supplements, aqueous suspensions, and cosmetic formulations. Technical support is provided to optimize dosage and stability in diverse products.
Sustainable and Compliant Supply Chain: Our production process adopts eco-friendly practices, minimizing environmental impact while ensuring a consistent supply. The product meets global regulatory requirements, including EU EFSA and FDA guidelines, with complete documentation (COA, stability data) for easy market access worldwide.
 Established in 2006, we are a certified OEM/ODM manufacturer specializing in premium health supplements. Holding NSF-GMP,HACCP, ISO 22000, USDA Organic, EU Organic, Halal, and FDA certifications, our facility integrates advanced technologies for tablet, capsule, powder, gummy, and softgel production. From formulation to packaging, we provide full-cycle solutions with strict quality protocols, including raw material traceability, third-party lab testing, and Halal-compliant dedicated lines. Serving global markets including North America, Europe, and Asia, we prioritize sustainability through eco-friendly processes and transparent labeling. With 19+ years of expertise, we empower brands to deliver scientifically validated, certification-backed nutraceuticals tailored to diverse regulatory and cultural requirements
Established in 2006, we are a certified OEM/ODM manufacturer specializing in premium health supplements. Holding NSF-GMP,HACCP, ISO 22000, USDA Organic, EU Organic, Halal, and FDA certifications, our facility integrates advanced technologies for tablet, capsule, powder, gummy, and softgel production. From formulation to packaging, we provide full-cycle solutions with strict quality protocols, including raw material traceability, third-party lab testing, and Halal-compliant dedicated lines. Serving global markets including North America, Europe, and Asia, we prioritize sustainability through eco-friendly processes and transparent labeling. With 19+ years of expertise, we empower brands to deliver scientifically validated, certification-backed nutraceuticals tailored to diverse regulatory and cultural requirements